
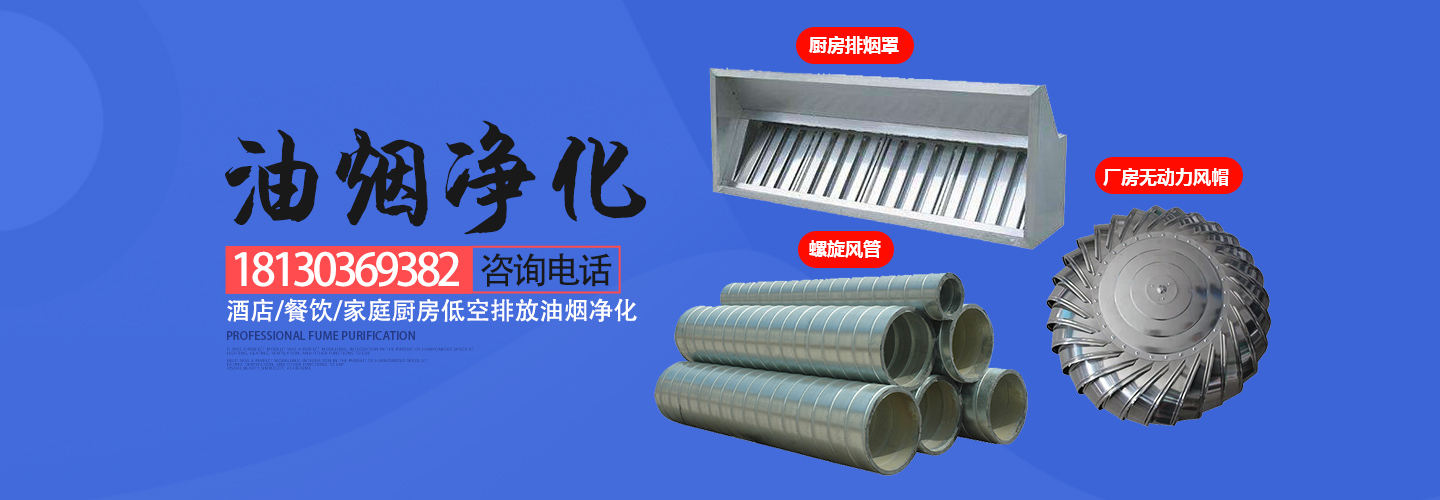


螺旋风管的制造高度自动化,生产速度很快,由于其原材料镀锌带钢与整张镀锌钢板相比,价格较低,加上其工厂化生产和规格的标准化,使得造价要比矩形风管低。另外由于其支、吊架需量少,安装工作量少,所以总成本较低。由于矩形风管的四角易产生湍流,减少了有效通流面积。
自投放市场以来,因其本身具有性能及低廉的动作成本,被广泛应用于造船、通风、空调、净化、桥梁除尘、机场、隧道等建筑行业。送冷风和热风常见的是中央空调的管道,这种管道需要加保温材料。也可内贴保温材料,使风道具有螺旋形的漂亮外观,可免吊顶,从而降低了工程造价。
螺旋风管之所以成为市场的宠儿,是因为它与传统材料的风管相比较,是有十分明显的技术、节能、环保和经济优势。







1、风管与法兰铆接前先进行技术质量复核,管段留出10mm翻边量。
2、在连接法兰铆钉时,必须使铆钉中心线垂直于板面,让铆钉头把板材压紧,使板缝密合。
3、铆接法兰应使用液压铆钉机机械铆合,铆接要牢固,不能出现铆钉脱落和漏铆现象。
4、风管与法兰连接时翻边宽度不小于6mm,翻边均匀平整,紧贴法兰,翻边不得遮住螺孔,四角必须铲平,不能出现豁口。
6、剪板机、咬口机等设备使用前要根据板材厚度调整好,以保证风管的加工精度。


风管所使用板材型钢材料应具有出厂合格证书或质量鉴定文件镀锌薄钢板表面不得有裂纹结疤水印等缺陷,应有镀锌层结晶花纹。
制作风管及配件的钢板厚度应符合施工验收规范规定。
为了保证风管及配件加工制作尺寸的正确性,在预制加工前要在施工现场进行实测绘制加工草图,确保风管预制符合安装的尺寸要求。
镀锌钢板在制作过程中,应采取措施使镀锌层不受破坏;展开下料时,方法要正确,尺寸要准确,咬口拼接时咬口连接类型应符合规范规定,要根据板厚咬口开线和加工方法不同,正确留出规定的咬口余量和法兰翻边余量;风管接缝应交错设置,矩形风管的纵向闭合缝应设在边角上,以增加强度。

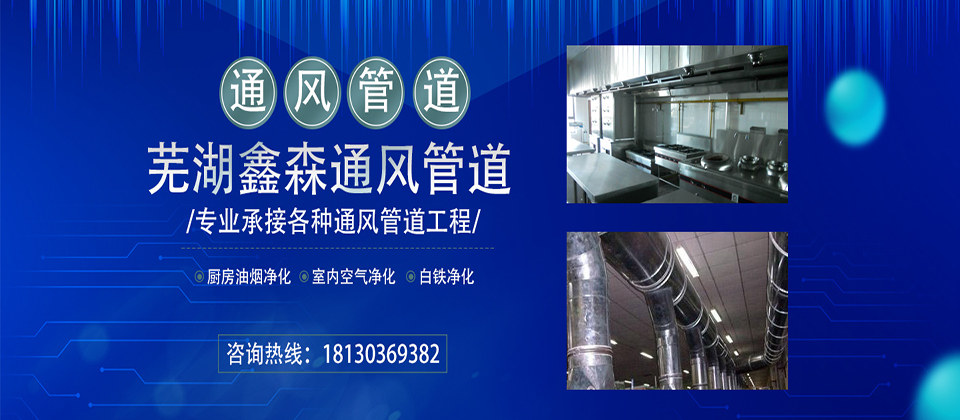
您好,欢迎莅临芜湖鑫森,欢迎咨询...
 触屏版二维码 |





